


- HOME >
- Jeyecore
「見えなかったものが見えてくる!!!」
全く新しい工具長測定・工具径測定
Jeyecore
マシニングセンタの限界性能を引き出す目!

コンパクトなノートタイプ・ジェイコア 便利な新機能搭載で正規販売店より限定リリース!!
加工段差ゼロを目指して!!
正確な測定ポイント
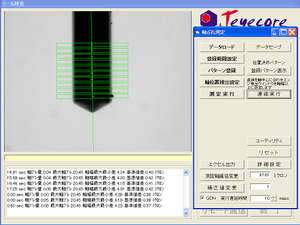
加工ツールの径測定
- 測定したいツールの径部分が選択可能
- センサーは1~30箇所(任意設定)
- 径補正をサブミクロン単位で捕捉
- 残像方式の採用で奇数刃でも確実に瞬間的に測定
- 加工の基本になるツールの精度を確認
- 使用前にツール径をミクロン以下の単位で測定
- ツールの径公差内での補正を実行
- 各種ツールの異径混入チェック
- ツールの受け入れ検査 (入荷時のチェックにも)
加工回転数で回転中の径測定(40,000rpm)
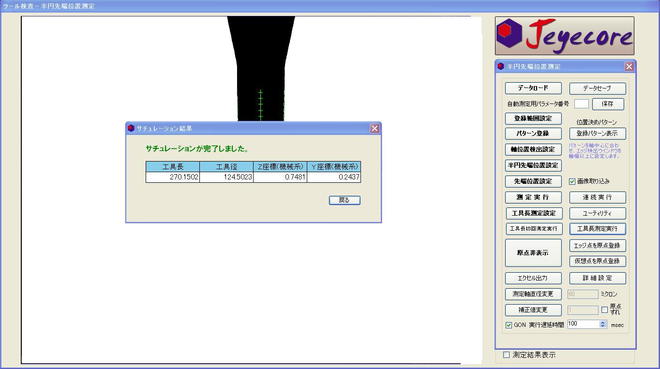
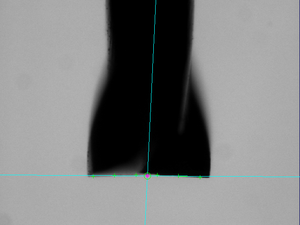
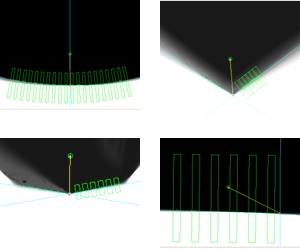
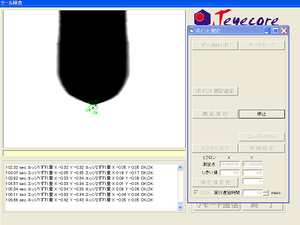
加工ツールの先端(原点)位置測定
- ツール形状に応じた測定部分を選択可能
- ツール先端のY/Z位置を捕捉
- サチュレーションを自動で認識
- 工具の形状を自動で認識することにより工具長を確実に測定
- 主軸回転時のY/Z方向のズレ量測定
- 主軸起動後のサチュレート時間を把握
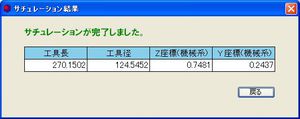
これらの数値をNCのツールデータに入力するだけで段差等を解消
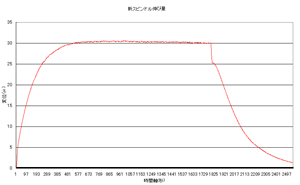
軸伸び(Z方向)
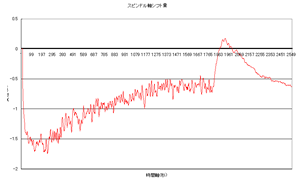
軸シフト(X/Y方向)
フラットエンドミル先端
ドリル先端
的確な測定項目
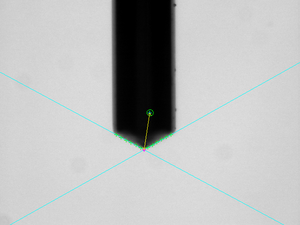
加工ツールの先端の振れ測定
- ツール形状に応じた測定部分を選択可能
- 振れの要因別の振れ量を数値で出力
- ①同芯度上の振れ
- ②すりこぎ状の振れ
- ③振動による振れ
- 精密加工機の共振回転数を把握
- 刃物自体の振れを測定する
- 振れの少ない回転域で、加工パラメータを追及する
- 要因別の振れを解析し、根本的な解決を検討する
- ベアリング等のガタツキを経時的に測定
- マシンのメンテナンス時期の検討データに
回転数・要因別振れ量測
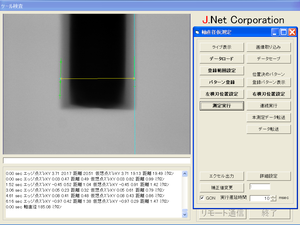
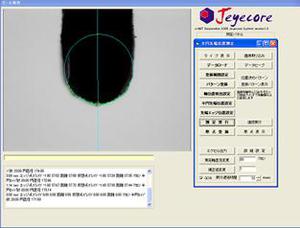
径の太い加工ツールの径・先端位置測定
- ツール形状に応じた測定部分を選択
- マシンとの通信により、径と先端位置の座標を的確に測定
- ツールの測定範囲は、10μm~100μm~100mm径のツールの径測定も可能。
- 同様に、先端位置も測定できる。
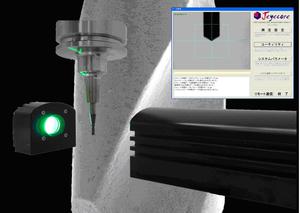
測定画面:例

注)測定精度は、マシンの動作精度の影響を受けます。詳しくはお問い合わせください。最少測定ツールはタイプにより異なります。
明確な測定結果
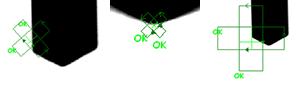
ポイント測定ON/OFF機能(レーザ式互換モード)
- 測定画面の中心点を相対原点とし、刃物のエッジを捕捉して信号を出力【オプション】
- X方向センサーとY方向センサーが独立してエッジを測定する
- 既存の工具長測定器との交換が容易
- 通常のツールだけではなく特殊な刃物、砥石などにも適応可能
- ポイントのON/OFF信号をマシンへフィードバック
- 測定方向は、360度回転できる。
- 測定位置は、測定画面上移動できる。
- 測定閾値0.2μm以上(変更可)
- ON/OFF信号なので現在の工具長測定器との置き換えも容易。
- 測定画面中心をキャリブレーション原点と設定。 X,Y(0、0)
- ☆フィードバック信号は、∞-測定(OK)+∞
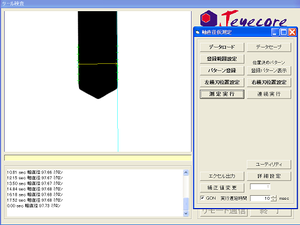
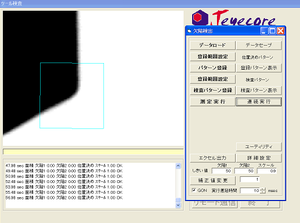
欠陥検出測定機能
- ツールの欠陥、磨耗などによる画像の変形を測定する。
- 測定方法は、正常画像を読み込み、測定時の画像との差分を面積として比較をする。
- 通常のツールだけではなく特殊な刃物、砥石などにも適応する
- 測定部分(センサ)は、任意設定可能
- 測定位置は、測定画面上移動できる。
- 測定結果の合否をON/OFFで外部に出力可能
- 測定閾値は、任意に変更可能。
- スケール調整で欠陥値を任意に設定可能。(正常値の90%等)
- 欠陥として判定する差分の面積を任意に設定できる。(50μ㎡以上等)

注)表示は、欠陥1、2だけだが実計算は、閾値以上の全て の欠陥部分を演算する。
正確・的確・明確に、加工現場を応援します。
ジェイネットの開発した"Jeyecore"は独自の画像処理技術を駆使し、従来は正確に把握できなかった精密加工の動的な重要ポイントの測定を可能にしました。
次世代の超精密加工を可能にする目!となります。また既存の加工機械を精密加工機械にバージョンアップさせることも可能です。

ツール回転中に各種項目を高精度に連続測定します。
- Jeyecoreは 主軸の伸び等の停止を自動で検出するサチュレーション検出機能を持ちます。
- Jeyecoreは 任意の機械座標の数値をダイレクトで表示する機能を持ち計算がいりません。
- Jeyecoreは ツールが静止状態だけでなく、実際に使用する回転数で測定ができます。
- Jeyecoreは 今までの工具長測定器を越える精度で原点位置出しが可能です。
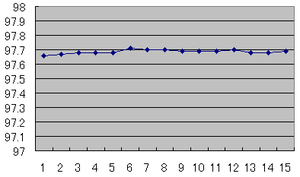
- Jeyecoreは サブミクロンの分解能で測定が可能です。・・・ 分解能:0.1μm
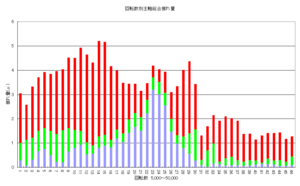
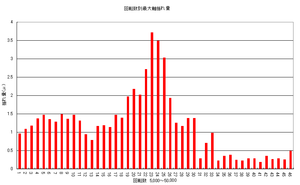
- Jeyecoreは 測定結果をエクセルに出力し、グラフで確認することができます。(オプション)
- Jeyecoreは 測定データを他の機器にフィードバックさせることも可能です。(注1)
- Jeyecoreは 将来的な全自動運転システムへ向けてのステップになります。(注2)
- Jeyecoreは 従来の測定器とは異なり、お客様特有の測定ニーズにも柔軟に対応できる設計となっています。
Jeyecoreを使用した加工例
カタログに記載されていない測定をご希望のお客様は是非ご相談ください。仕様変更で対応できる場合がございます。
弊社では製品の供給のほか、出張測定サービス(注3)も承っております。 お気軽にお問い合わせください。
BGA用φ50μm吸着治具
工具径の変更後の段差
Others
スタイラス測定機能
- スタイラスの最下点、最右点、最左点を瞬時に測定し表示します。
- スタイラス自体の曲りや摩耗を補正することが可能です。
- ワーク材料の原点位置出しが正確に行えます

Specification
| 測定項目 | ツール径 先端位置 振れ量 軸傾き ツール磨耗測定 欠損測定 スタイラス(オプション含む) |
|---|---|
| 測定方法 | 光学式(非接触撮像方式) |
| 測定範囲 | B02Type 100μm~3.5mm(~100mmφ*オプション) |
| 測定スペース最大外径 | B02Type 100mmφ |
| 測定分解能 (注4) | B02Type ±0.1μm |
| 測定内部演算 (注4) | B02Type 10nm |
| 測定回転数 | 0~150,000rpm |
| 本体外径寸法 | B02Type カメラ部 W53×D200×H50mm LED部 W53×D75×H50mm |
測定スペース最大外径とは測定部に入れることが可能な最大外径になります。
| 1:ジェイコア本体 | カメラ:高解像度専用カメラシステム レンズ:特殊開発精密測定用レンズ LED光源:専用開発LED(自動光量調整) 筐体:10気圧防水 |
|---|---|
| 2:演算用PC | ノートタイプ:パソコン OS:Windows7 エクセル(オプション*1) |
| 3:入出力信号(オプション*2) | RS232Cシリアルポート(オプション) LAN100BASE BCDデジタルポート(オプション) スキップ信号用I/Oポート(オプション) |
*1エクセルがインストールされておりますと、リアルタイムでグラフの表示が可能になります。
*2 通信を行う際には必須です。
ジェイコア本体は、この他にも精密測定クラスS10Typeと標準仕様のA02, A06Typeが御座います。ご用途にあわせてお選びください。
本体付属のPCにつきましては、販売時期に合わせてバージョンアップされること がございますので、購入時期によって変更されることがあります。
本カタログ記載の一般ユーザー様向け仕様とは別途に加工機械メーカー様向け の特殊仕様も御座います。
システムについてのお問い合わせやお打ち合わせのご依頼に関しましては正規 販売店もしくは弊社にお問い合わせ下さい。
注1) フィードバックデータは、シリアルインターフェースプログラム(ACK/NAK)にて製作されております。尚、通信プログラムはオープンソースとなっております。(機種などにより異なりますのでお打ち合わせが必要です。)工事等の実費が別途かかります。
注2)高速演算自動運転支援システムJ-PASとの組み合わせで実現します。(Option 詳しくは御問い合わせください。)
注3)出張測定サービスとは、弊社の測定部門が御社の精密加工機を測定に伺います。データの評価、管理報告をデータベース化いたします。経時的なデータはパスワードでロックされたお客様のネット上のサーバエリアに保存されますので、加工機の性能維持や、メンテナンスの時期の把握に有効です。 (有料) 詳しくはお問い合わせください。
注4)測定分解能は表示の分解能、内部演算はソフトが計算する上での最小単位で、精度ではありません。(測定精度は条件により異なります。)
記載内容、および仕様は、改良その他により予告なく変更する場合がありますあらかじめご了承ください。
本機は、安全に配慮をした設計になっておりますが、取り扱い時には、十分に注意をお願いいたします。
最新の情報はホームページでご確認ください。